Преимущества вибропрессованной плитки
MadbotУчастник FORUMHOUSE
Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).

Елена Маслова
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Однако мало кто знает, что высокие дозировки красящего пигмента отрицательно сказываются на прочности готового изделия.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий, красивый продукт.
– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.
Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Классификация вибропрессов
Виброоборудование для производства блоков изготовляется многими крупными компаниями и небольшими фирмами, многие из которых вносят в конструкцию ряд усовершенствований, что делает затруднительным четкую классификацию этих устройств.
Однако на основании ряда критериев имеется возможность выделить основные классы вибропрессов.
Мобильные вибропрессы хорошо подходят для тёплых климатических зон, где могут эксплуатироваться под открытым небом
По типу формирования блочных изделий:
- мобильные;
- стационарные.
Станина мобильного вибропресса при помощи колесного шасси предоставляет возможность формировать шлакоблок непосредственно на поверхности строительной площадки, которая становится частью его конструкции. В мобильных вибростанках, которые в народе именуют «несушкой», матрица, на которую давит пуансон, прижимается непосредственно к полу. После завершения цикла изготовления матрица поднимается, оставляя изготовленную продукцию на поверхности, передвигается на необходимое расстояние, и процесс повторяется.
К мобильным вибропрессам предъявляется ряд требований, сужающих сферу их применения:
- для развертывания вибростанка требуется строительная площадка площадью от 300 кв. метров;
- рабочая поверхность вибростанка должна быть ровной, поскольку она отвечает за формирование одной из сторон продукции;
В зависимости от того, какие задачи ставятся перед вибропрессом, конструкция этого станка может существенно отличаться
- применение дозатора и смесителя для мобильных вибростанков представляет собой сложную инженерную задачу;
- если продукцию предполагается вывозить за пределы действующей стройплощадки, необходимо, кроме изготовления, организовать её складирование.
Конструкционно стационарные вибростанки подразделяются на устройства, использующие поддоны и обходящиеся без него. Вибропрессы с поддоном, который является формообразующим элементом агрегата, считаются более универсальными. Они характеризуются меньшим количеством ограничений по использованию (единственный недостаток вибростанков с поддонами – необходимость наличия достаточного запаса поддонов требуемой конфигурации).
По типу привода вибропрессовочные станки делятся на устройства с:
- автоматизированным приводом;
- ручным приводом.
Для организации производства и достижения полноценной производительности необходимо иметь большие производственные площади
В конструкциях с ручным приводом избыточное давление создается с использованием мускульной силы при помощи системы рычагов. Именно такие станки пользуются популярностью при их самостоятельном изготовлении, однако они отличаются существенным недостатком: ограниченностью ассортимента. Другими факторами, ограничивающими сферу использования вибропрессов с ручным приводом, считается недостаточное качество изделий (по причине невозможности достижения требуемого уплотнения смеси), а также большие физические нагрузки на обслуживающий персонал.
Стоимость производства шлакоблоков
Для производства шлакоблоков в коммерческих целях можно организовать мини-завод. Стоимость оборудования составит около ста тысяч рублей. Сюда входит приобретение бетономешалки, универсального вибростанка, строительной тачки и обыкновенной лопаты.
Можно сократить капитальные расходы, если приобрести узкоспециализированную передвижную виброустановку для производства исключительно шлакоблоков – она обойдется примерно в 50 тысяч рублей. Стоимость затрат на сырье будет зависеть от его вида и качества.
Как показывает практика, рентабельность бизнеса по производству шлакоблоков при грамотно организованном производстве достигает 50 % чистой прибыли, поскольку себестоимость готового блока не очень высока, тем самым превращая производство шлакоблоков в бизнес.
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия.
Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало.
Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.
Особенности вибропрессования
Метод вибропрессования достаточно прост – бетонная смесь, из которой изготавливается плитка, заливается в жесткую матрицу, установленную на постоянно вибрирующей станине.
Сверху на смесь давит также непрерывно вибрирующий пуансон (деталь, которая является обратной для матрицы и точно входит в нее по аналогии с поршнем и цилиндром) до полного уплотнения смеси.
Потом пуансон и матрица поднимаются, а с поддона забирают уже готовые изделия.
Составные части вибропресса
Оборудование для создания плитки предполагает определенную конструкцию и составные элементы. Вибропрессовальный мини-станок вполне можно сделать своими руками, главное – все тщательно изучить, просмотреть и сделать чертежи, продумать и следовать инструкции.






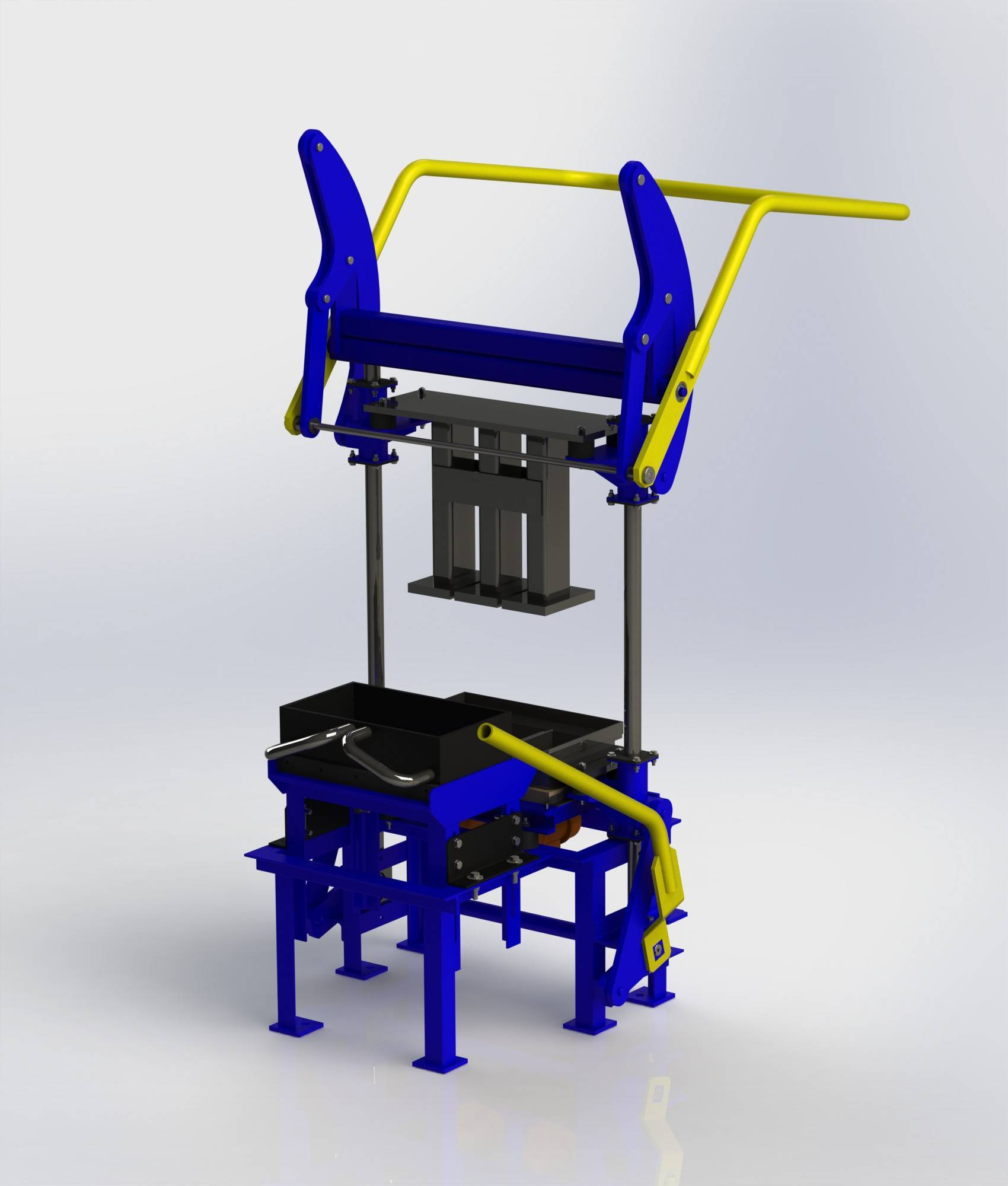


Конструкционные элементы вибропресса:
- Стол
- Столешница
- Специальное устройство для прессования
- Механизм для вибрирования
Каждая часть делится еще на несколько узлов и предполагает определенное крепление с другими элементами.
До того, как начать делать вибропресс для тротуарной плитки своими руками, чертежи нужно подготовить обязательно.
Их можно скачать в сети или нарисовать самостоятельно, со своими доработками и конструкционными решениями. Так или иначе, но за основу лучше брать уже готовую схему, созданную профессионалами.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам).
Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница.
Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание.
Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы.
Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.
Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12.
Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки.
Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
Станок простой, абсолютноремонтогодный, надёжный и производительный.
Самый популярный станок в СНГ.
Существует несколько разновидностей – Команч-34, Команч-4, Команч-2 (МАРС-2), Команч-3 (БАРС-3), Команч-ЕС, Команч Усиленный, Дракон, Красный Дракон, СУПЕРкоманч, Команч-автомат.
Станок для производства блоков на площадках.
Производительность: от 600 до 1500 блоков в день.
Матрица на три блока 390*190*188 или четыре блока 390*138*188 или другие
Вибратор асинхронные двигатели от 150 ватт или ИВ-99б – 42/3 фаз или 220 вольт/1 фаз под заказ,
Род тока переменный 50 гц.
Мощность от 300 ватт.
Габаритные размеры: – от 1150 х 1350 х 970 мм.
Вес станка от 93 до 157 кг
ЧЕРТЕЖИ СТАНКА БЕСПЛАТНО По этим чертежам можно собрать три вида станка – Команч-2, Команч-3, Команч-4 на количество блоков соответственно. Всего лишь изменяя размер по ширине.
Предназначен для изготовления: пустотелых и полнотелых, стеновых, перегородочных блоков; и других архитектурных элементов
Изготовление блоков из песчано-бетонных, бетоно-керамзитных, шлакобетонных, армированого полистиролбетона, песчано-бетонных, и других смесей.
– бетонную смесь вручную засыпают в форму станка (матрицу),
– для оптимального заполнения смесью ячеек формы ее предварительно вибрируют (нижний вибратор включают на 0,5 – 1, 0 сек.);
– пуансон перемещают в зону формования, при этом удаляется излишний материал с верхней поверхности формы;
– пуансон “сбрасывают” на поверхность формуемой смеси и производят окончательное виброуплотнение изделия с подпрессовкой (включаются оба вибратора);
– по завершении формовки производят поднятие;
– станок устанавливают отъезжает на 40-43 см и подготавливается к работе.
Легендарный станок имеющий огромный спрос у самого разного производителя стеновых камней.
Выбирая покрытия для приусадебного участка, владельцы часто останавливаются на тротуарной плитке. Поверхность прочная, выглядит эстетично, позволяет воплощать в жизнь различные дизайнерские идеи. 










К тому же, в отличие от традиционного асфальта, не требует наличия специальной техники
Это немаловажно, поскольку не всегда есть возможность загнать асфальтовый каток во двор
Бетонное покрытие укладывается проще, но об эстетике придется забыть. К тому же мало кому захочется иметь во дворе утилитарное покрытие в стиле промзоны. Поэтому укладка брусчатки или тротуарной плитки все более востребована, тем более, что материал стоит не так уж дорого.
Разумеется, оплата работ в комплексе (бригада плюс материал), выльется в копеечку, поэтому заказчики стараются максимально сэкономить:
- Во-первых, плитка покупается точно под площадь покрытия, то есть нет необходимости переплачивать за излишки.
- Во-вторых, подготовку поверхности для укладки тротуарной плитки легко выполнить своими руками.
- И наконец, сам процесс укладки не такой уж сложный, чтобы оплачивать труд гастарбайтеров из Таджикистана или Молдавии.
Однако, для продления срока службы поверхности, надо выполнить вибропрессование, без которого дорожки из тротуарной плитки будут буквально расплываться после очередного дождя.
Простое трамбование деревянной колодой не подойдет, усадка брусчатки производится без ударных нагрузок, равномерно на большой площади. Профессиональные строительные бригады используют специальный вибропресс для тротуарной плитки. 
Можно укладывать брусчатку и с помощью резиновой киянки, но качество работ при этом значительно снижается. К тому-же, с помощью такого вибратора вы сможете утрамбовать стартовое покрытие (подложку). Это также положительно влияет на долговечность площадки.
Если речь идет об экономии, то можно изготовить оборудование самостоятельно. Кроме того, такое приспособление пригодится и для других задач.
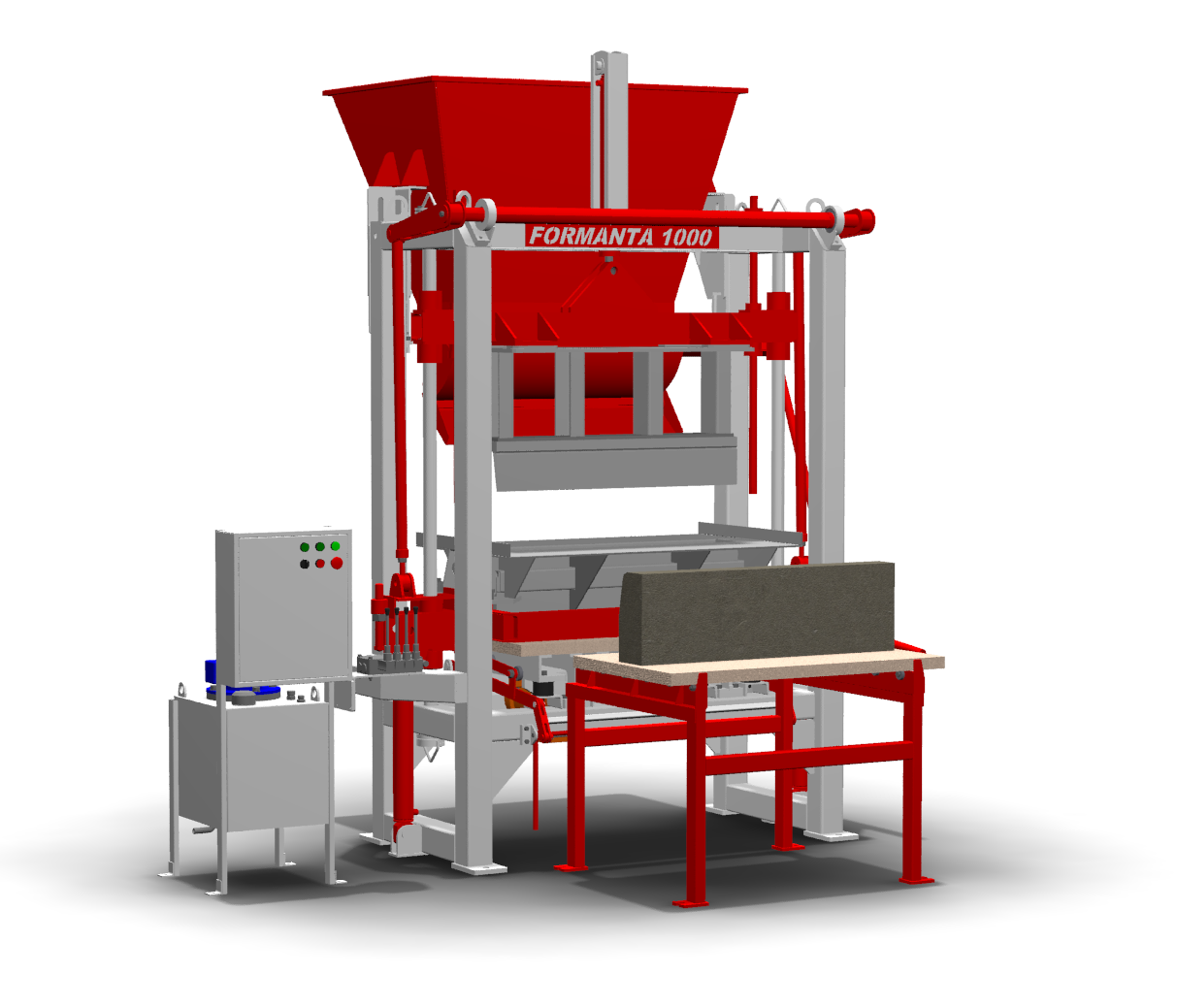
Что собой представляет профессиональный станок
Стандартное устройство имеет вид комплексной установки. Несмотря на скромные габариты, с его помощью организуют не только производство уличной плитки, но и налаживают массовый выпуск, то есть открывают свой бизнес. Во втором случае целесообразнее купить уже готовое устройство. Такой станок имеет пять основных частей:
- матрица;
- платформа;
- емкость под раствор;
- виброустановка;
- пресс.
Принцип работы организован следующим образом:
- В резервуар закладывается смесь. Она перемещается к формам и через дно бетон подается в матрицы.
- После этого сверху накладываются пластины и прижимают массу к платформе.
- С целью лучшей утрамбовки и удаления пустот подается вибрация. Колебания в сочетании с большим давлением мгновенно уплотняют раствор.
- После формы приподнимаются, а на платформе остаются готовые элементы.
- Далее их забирают вместе с подставкой и сушат.

Профессиональный станок предназначен для изготовления прочной уличной плитки в больших объемах
Подобную конструкцию делают и своими руками, однако, её мощность будет значительно меньше по сравнению с профессиональным оборудованием.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу.

В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.
Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.
Обратите внимание
Самодельный вибропресс с матрицей на одну плитку – устройство неудобное и нерентабельное. Даже если вы создаете станок исключительно для личного пользования (не говоря о коммерческом использовании), добавление 2-3 ячеек не сильно усложнит проект, а скорость производства увеличится многократно.

Принцип работы и требования к устройству вибростола
Технология изготовления тротуарной плитки в производственных условиях предусматривает уплотнение исходной массы, для чего используется специальный агрегат – формовочный вибростол. Собрать дома вибростол для плитки своими руками, по аналогии с промышленным, несложно, главное – разобраться в его назначении, принципе работы и устройстве.








Как промышленный, так и самодельный вибростол имеет вид металлической конструкции, на которой с определенной степенью свободы закреплена рабочая площадка. На площадке размещают формы, залитые раствором.
После включения площадка начинает вибрировать, совершая до 3000 колебаний в минуту. Благодаря вибрации из бетонной массы удаляются воздушные включения, структура становится однородной и приобретает нужную прочность.
 Формовочный стол заводского изготовления
Формовочный стол заводского изготовления
Несмотря на то, что оборудование довольно простое по устройству, к его изготовлению существуют определенные требования, которые нельзя игнорировать, например:
- Качество столешницы. Рабочая поверхность должна быть выровненной по горизонтали. Если у платформы буден наклон, готовая плитка будет получаться неровной, и уложить ее аккуратно не получится.
- Рабочие параметры. Вибрация должна быть равномерной, с определенной амплитудой колебаний. Одинаково плоха как чрезмерная, так и недостаточная вибрация; раствор будет отбиваться стенками формы, и распределяться неравномерно.
Классический вариант: этапы изготовления
Делать агрегат на глаз нельзя: это небезопасно и неэффективно. В интернете найдите чертеж вибростола подходящих габаритов. Отталкивайтесь от чертежа, учитывая особенности своих материалов и инструментов.
- Сделайте основание из уголка, хорошо подходит и швеллер. Габариты устанавливаются в зависимости от нужд строителя, стандартным размером считают 70х70 см. Площадь вибрирующей столешницы должна соответствовать возможностям мотора. Крепить можно болтами или сваркой.
- Собирайте опору. Трубы послужат ножками стола, приварите их к основанию. Чтобы повысить устойчивость конструкции, винтами прикрутите к ножкам железные пластины. Затем их можно зафиксировать в бетоне при помощи анкеров, если предполагается стационарное использование агрегата. В случае с переносным столом устойчивость зависит от жёсткости пола и материала, из которого он сделан. Высота рабочей поверхности подбирается так, чтобы мастеру было удобно работать. Электромотор устанавливается на площадке на расстоянии 15-20 см от рабочей поверхности.
- Приварите стальные пружины по углам конструкции так, чтобы они поддерживали рабочую поверхность. К пружинам приварите закрепляющиеся на 8 мм металлическом листе пластины. Если делать основание тоньше 8 мм, велик риск, что столешница прогнётся под тяжестью форм с бетоном.
- Электромотор прикрепите к угольнику, приваренному на пружинах поперёк конструкции. Из металлической шайбы, закреплённой на валу мотора, сделайте эксцентрик. Именно он обеспечит вибрацию с нужной амплитудой. На боку эксцентрика сделайте отверстие с резьбой-восьмёркой. Вкручивая в это отверстие болт, можно регулировать амплитуду колебаний устройства. Болт в нужном положении фиксируйте контрольной гайкой.
Вибрировать должен стол, а не мотор. Электродвигатель нужно намертво закрепить на подставке, иначе от ряски он быстро придёт в негодность, а эффективность вибростола снизится. Чтобы изделие служило дольше, а работа с ним была безопаснее, усильте конструкцию. Приварите по бокам крест-накрест швеллеры, убедитесь, что пружины установлены максимально жёстко.
Вариант для расформовки
Извлечение готовой плитки может представлять некоторую проблему. Чтобы ускорить процесс, в торце рабочей поверхности вырежьте прямоугольное отверстие под размер будущих плиток. Сверху на него ставится форма, включается мотор, из-за вибрации плитка выпадает из опалубки. Под отверстием постелите упругий материал, чтобы изделие не разбилось. Чтобы получалось работать с таким аппаратом, на ёмкостях с бетоном должны быть ручки, которыми можно опереть ёмкости о края стола.
Затирка зазоров
Чтобы выполнить этот процесс необходимо иметь песок и щетку. Следить, чтобы песок не был влажным, так он отлично будет засыпаться между швами. Щеткой тщательно сметать оставшийся песок, а затем весь участок смочить водой. В тех местах, где будет недостаточно песка, процедуру следует повторить еще раз. Хорошо уложенные и засыпанные фрагменты под ногами не будут шататься.
Затирка швов
Между бордюром и плиткой промежутки можно заделать цементным раствором в соотношении 1:4. Соблюдая правильным образом инструкцию по укладке, покрытие будет служить длительное время.
Как рассчитать и выполнить укладку плитки можно увидеть на этом видео: